„Mit Hochpräzisions-Schleifscheiben, die die Produktivität erhöhen und lange Standzeiten aufweisen, können Hersteller von Spiralfedern die Stückkosten deutlich senken. Das geht in den meisten Fällen nicht mit Werkzeugen ‚von der Stange‘, sondern mit kundenindividuellen Spezifikationen, die haargenau an die jeweiligen Schleifanforderungen angepasst werden“, so Andreas Wycisk, Anwendungstechniker bei Saint-Gobain Abrasives.
Wichtige Parameter, die Einfluss auf die Scheibenspezifikation haben, sind unter anderem die Werkstoffqualität, der Draht- und Federdurchmesser sowie das Schleifverfahren mit den jeweiligen Arbeitsgeschwindigkeiten der unterschiedlichen Schleifmaschinen. Andreas Wycisk: „Norton bietet die jahrzehntelange Erfahrung der applikationsfokussierten Entwicklungsarbeit mit den eigenen neuesten Korn- und Bindungstechnologien. Daher können wir eine breite Palette von Lösungen für das optimale Federendenschleifen anbieten, bei denen alle gängigen Scheibenabmessungen und Formen zum Durchlauf- und Zustellverfahren für Trocken- und Nassschliffanwendungen abgedeckt sind.“
Kühler Schliff und großer Materialabtrag bei langen Standzeiten
Kunstharzgebundene Scheiben – mit Sinterkorund Norton SG, TG, XG oder aus der Premiumklasse Norton Quantum-Sinterkorund – sind die effektivste Lösung für großen Materialabtrag beim Federendenschleifen. Andreas Wycisk: „Wir optimieren unsere Schleifwerkzeuge kontinuierlich sowohl über die Korngröße, -qualität und -konzentration als auch durch die Bindungsrezeptur und -struktur. Unsere Schleifscheibenentwicklung zielt darauf ab, hohe Zerspanleistungen mit möglichst geringen thermischen Wechselwirkungen zu gewährleisten. Zum Beispiel unsere Norton Quantum-Sinterkorund-Schleifscheiben. Diese hochleistungsfähigen Werkzeuge haben eine spezielle, poröse Bindungsmatrix, die trotzdem hohe Kornhaltekräfte aufweist und die Zuführung des Kühlschmiermittels in die Schleifzone optimiert. Dadurch ist ein äußerst kühler Schliff möglich, was hohe Temperaturen in der Schleifzone und damit Schleifbrand oder andere metallurgische Schäden verhindert.“
Mit dem Norton Quantum-Korn kommt bei Werkzeugen zum Federendenschleifen eine innovative Norton-Entwicklung zum Einsatz, die sich durch ein optimales Korn-Bruchverhalten auszeichnet: Das Norton Quantum-Korn hat eine spezielle chemische Zusammensetzung sowie eine besondere Form auf Basis der patentierten Norton SG-Technologie und liefert die perfekte Mischung aus Scharfkantigkeit und Zähigkeit. Diese spezielle Korntechnologie ermöglicht einen kontrollierten Kornbruch auf mikrometrischem Niveau. Hierdurch bilden sich bereits bei kleineren Belastungen scharfe Kanten, die Schwellenleistung wird gesenkt. Da stets neue Schneidkanten freigelegt werden, bleibt das Schleifwerkzeug sehr lange scharf und die Schnittleistung wird vervielfacht. Darüber hinaus werden dank ihrer homogenen Verteilung die Schleifkörner gleichmäßig abgenutzt. In Verbindung mit der verbesserten Kühlleistung können hohe Schleifgeschwindigkeiten mit gesteigerter Schnitteffizienz gefahren werden – und dies bei geringeren Schleifkräften. Unterm Strich erhöhen sich Schliffqualität, Produktivität und die Standzeiten der Schleifwerkzeuge im Vergleich zu herkömmlichen Schleiflösungen deutlich.
Andreas Wycisk: „Die konstruktiven Vorteile unserer Schleifwerkzeuge, kombiniert mit unserem kundenindividuellen Engineering, tragen zur deutlichen Kostenreduktion beim Federendenschleifen bei: Sie punkten u. a. mit dem sehr guten Schiefstand der Feder – e1und e2. Norton Federenden-Schleifscheiben überzeugen durch längere Scheibenstandzeiten, verlängerte Abrichtintervalle und höhere Produktionsraten. Durch den kühleren Schliff sind sie die effektivste Lösung mit einem hohen Materialabtrag bei geringem Schleifdruck.“
Beispiele aus der Praxis:
Zustellschleifen von Federenden aus CrSi (Teller: 4-reihig mit 200 Federn; Schleifzeit 140 sec): Gegenüber Standardscheiben hatte die Norton Lösung 200 Prozent längere Standzeit.
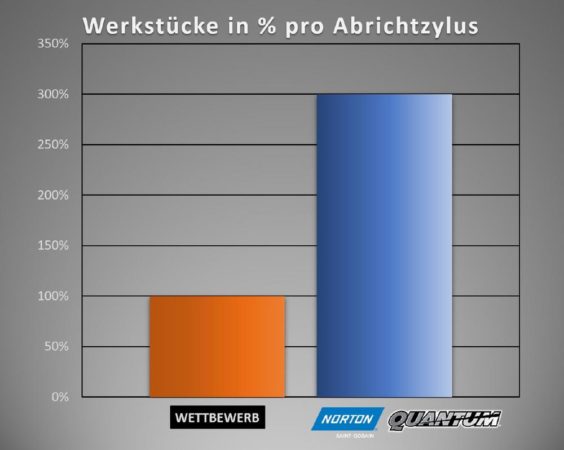
Durchgangsschleifen einer Druckfeder aus CrSi (Teller: 2-reihig mit 200 Federn): Der Abrichtzyklus lag beim Produkt aus dem Marktumfeld bei 30-35 Minuten, bei der Norton-Lösung bei 120 Minuten.
Norton bietet die Scheiben mit oder ohne Befestigung auf Metallplatten (ISO Form 35) sowie als Scheiben mit Muttern (ISO Form 36) an. Die Schleifzone kann mit oder ohne Perforation hergestellt werden. Zur Kühlung kann die Perforation auch nur bei Durchmessern 450 / 660 / 915 mm eingebracht werden.
Saint-Gobain Abrasives GmbH
Birkenstrasse 45-49
50389 Wesseling
Telefon: +49 (2236) 703-0
Telefax: +49 (2236) 703-730
https://www.nortonabrasives.com/de-de
Marketing Engineering Markets D-A-CH
Telefon: 02236703264
E-Mail: Florian.Schneider2@saint-gobain.com
![]()